Material classification
Traditionally, the materials used in instrumentation are divided into electrical, structural and special purposes. Electrotechnical materials are characterized by certain properties with respect to the effects of electric and magnetic fields; they are developed and produced for use in technology. One of the possible approaches to the problem of classifying the properties of materials is illustrated in Fig. 1.2.
Depending on the ratio of the energy of thermal motion of the particles (atoms, ions or molecules) that form a particular substance, and the energy of their interaction, all materials can be in a gaseous, liquid or solid state. In radio electronics, the fourth state of matter is also used - plasma, which occurs, in particular, after the breakdown of gaseous dielectrics. The transition of a substance from a gaseous state to a liquid state and then to a solid state is accompanied by an increase in ordering in the arrangement of particles in space.
In electronics, materials with both ordered and disordered structures are widely used. In an ordered mono- or polycrystalline solid material, both near and long-range arrangement of atoms (ions) is observed. Disordered condensed materials include those that possess only short-range order in the arrangement of particles in close proximity. Examples of disordered condensed systems include liquids, amorphous and glassy substances, heavily doped semiconductors, disordered semiconductors, and metal alloys.
Fig. 1.2. Material classification
Substances are in gaseous state then, when the energy of thermal motion of particles exceeds the energy of their interaction. Such particles in gases are molecules - less often monatomic (He, Ne, Ar, Kr, Xe, Rn), more often di-, tri- and polyatomic (N 2, O 2, H 2, CO 2, H 2 O, CH 4 , C 2 H 6, etc.). Gas molecules are in chaotic constant motion. Under the influence of external energy influences, some of the molecules are ionized with the formation of ions and electrons.
AT liquid state the energy of thermal motion of the particles forming the substance is comparable to the energy of their interaction. In dielectrics, these particles are molecules that form unstable complexes that continuously decay and re-form. If the molecules are polar, then part of them will be dissociated into positive and negative ions. In liquids short-range order takes place.
Non-ionized gases and non-dissociated liquids are dielectrics. Strongly ionized gases (plasma), melts and aqueous solutions of electrolytes are conductors of the second kind.
AT solid state the interaction energy of atoms (ions) forming a substance significantly exceeds the energy of their thermal motion. Solid materials may be ordered (mono- and polycrystalline), disordered (amorphous and glassy) and mixed.
Single crystals- these are homogeneous, anisotropic bodies, which are characterized by both short and long range order in the arrangement of structural units (atoms, ions) in the entire volume and consist of periodically repeating identical crystalline cells. Single crystals of semiconductor materials are the basis for the manufacture of integrated circuits.
Polycrystalline materials consist of a large number of small crystalline grains (crystallites) grown together, randomly oriented in different directions. Polycrystals are characterized by the presence of both short-range and long-range order in the arrangement of structural units within crystalline grains. Polycrystalline materials include metals, many ceramic materials. Polycrystalline bodies are usually isotropic. However, if ordering is created in the orientation of the crystal (for example, by machining a metal, polarizing ferroceramics), then the material becomes anisotropic. Such bodies with artificially created anisotropy are called textures.
In disordered (amorphous and glassy) bodies, only short-range order takes place in the arrangement of particles (atoms, ions or molecules). They exhibit isotropic physical properties. Glassy materials are solidified liquids that form with decreasing temperature during relatively rapid cooling (increasing viscosity), which impedes the movement of atoms (ions) necessary for the formation and growth of crystals. Glassy materials include glass and resins. An amorphous structure can be observed after disordering (amorphization) of a crystalline material, for example, after its irradiation with accelerated heavy ions. This operation is called ion implantation and is used to introduce impurities into semiconductor single-crystal substrates.
Mixed (glass crystalline) materials are partially crystallized disordered systems. They consist of structural regions with both short-range and long-range order. Partially crystalline structure have many polymers. Glass of certain compositions during aging at elevated temperatures begins to crystallize; due to the small crystals formed, it loses transparency, turning into a glass-crystalline material - sitall.
Chemical bonds between atoms of matter are divided into ionic, atomic (or covalent), metal and molecular. Materials obtained from substances with different bonds vary greatly in their electrical and other properties.
Ionic the bonds are due to the Coulomb attraction of oppositely charged ions. Such bonds are most characteristic of inorganic dielectrics containing ions of opposite signs, for example, Na + - Cl -, Li + - F -.
Atomic (covalent) bonds arise between atoms by the formation of common pairs of valence electrons - one from each atom. Such a pair of electrons is stable as a result of the exchange interaction with the opposite orientation of the spin and corresponding orbital magnetic moments of the electrons. Unlike ionic atomic bonding has a directional character - it is formed in the direction in which the highest density of combined electrons is located. Therefore, substances with atomic bonds are usually hard and brittle. These include crystals of germanium, silicon, diamond, compounds of elements from the middle groups of the table of D. I. Mendeleev - SiC, BN. Atomic bonds are also characteristic of molecules of gases such as H 2, O 2, N 2, as well as molecules of many organic compounds - polyethylene (C 2 H 4) n, polytetrafluoroethylene (C 2 F 4) n, etc. (bonds between individual the molecules of these compounds are molecular).
Metal communication - these are bonds of positively charged metal ions formed by collectivized valence electrons given away by atoms. "Electronic gas" has a cementing effect on the crystalline structure of metals and leads to their high thermal conductivity and electrical conductivity. The undirected nature of the bond determines the high ductility of metals.
Molecularbonds (Van der Waltz) exist in a number of substances between molecules with covalent intramolecular bonds. The intermolecular attraction in this case is due to the coordinated motion of valence electrons in neighboring molecules. At any moment in time, the electrons are as far apart as possible and as close as possible to positive charges. Intermolecular forces are composed of three different types of interaction: orientational (Keesom effect), induction (Debye effect) and dispersive (London effect). In this case, the attractive forces of valence electrons by the positively charged cores of neighboring molecules turn out to be greater than the forces of mutual repulsion of the electrons of the outer orbits. Molecular bonds hold molecules together in solid hydrogen (H 2), nitrogen (N 2), carbon dioxide (CO 2), in many organic compounds - polyethylene, polytetrafluoroethylene, etc. Due to the weakness of molecular bonds, these substances are easily destroyed by the thermal motion of molecules and have low melting and boiling points.
A special type of molecular bond is hydrogen a bond through a hydrogen ion (proton) located between two ions (O - -, F -, Cl -) of neighboring molecules. The hydrogen bond is present in water H 2 O and some organic compounds, as well as in crystals of the type KN 2 PO 4.
By the nature of the interaction with the magnetic field, electrotechnical materials are subdivided into weakly magnetic and strongly magnetic.
Features of the interaction of electro-radio materials with an electric field are the basis of their division into dielectrics, semiconductors and conductors and are discussed in the relevant sections of this study guide.
The properties of materials are divided into functional (service), technological (processing ability) and consumer.
The functional properties of materials can be divided into mechanical, chemical and physical. This division is arbitrary, since mechanics is also a branch of physics. By mechanical properties is meant the behavior of a material under various kinds of loads. The term “physical properties” means the behavior of materials under various types of influences, including heating, electricity, magnetism, light, sound, radiation.
The technological properties of materials include deformability, adhesion, weldability, solderability, etc. Among the consumer properties of materials, the most important are economic, environmental, aesthetic, etc.
We emphasize that the properties of materials can be controlled by changing their composition and structure.
In the particular use of materials, well-defined properties or their combination are crucial. For example, in magnetic devices, the ability of materials to amplify and transform the energy of a magnetic field plays an important role; in devices operating in an electric field, conductivity, polarization and other properties; in cutting tools - hardness, etc. The general requirement for all materials is their cost-effectiveness.
Materials play a decisive role in technological progress. Above, we considered an example from the field of computer technology, when the improvement of the material and the technology for manufacturing equipment elements from it leads to radically new results. You can give more examples from other areas of technology.
For example, the manufacture of cylinders for the storage of gases under pressure. The weight of the cylinder is determined by the wall thickness of the vessel, which, in turn, is determined by the mechanical strength of the material. The less durable the material, the heavier the vessel. So, a vessel for storing nitrogen, at a pressure of about 100 atm, with a volume of 100 l, made of steel has different weights in different countries, where there is a different technology for the manufacture of steel and, accordingly, its different mechanical strength. For example, the aforementioned vessel in the USA has a weight of 40 kg, in our country - 80 kg, and in China - 150 kg.
You can give an example with the materials of space shuttles.
The development of new electrical materials with improved or new operational properties helps to improve the operational characteristics of electrical products.
Another example, closer to energy. The working electric field strength in a high-power pulsed energy storage device (a large capacitor in which water is used as the dielectric) is selected at 150 kV / cm in the American Jupiter drive, and only 80 kV / cm in the Angara Russian drive. The Americans have better technology for preparing water and electrodes, therefore, better properties of the material (water) in the drive, so breakdown in water is achieved at a higher tension, and you can choose a higher working tension.
An even closer example is the insulators of high voltage lines. Historically, porcelain insulators were the first to come up with insulators. The technology of their manufacture is rather complicated, capricious. Insulators are rather bulky and heavy. We learned how to work with glass - glass insulators appeared. They are easier, cheaper, their diagnosis is somewhat simpler. And, finally, the latest inventions are silicone rubber insulators. The first rubber insulators were not very successful. Over time, microcracks formed on their surface, in which dirt accumulated, conducting tracks formed, then insulators made their way. A detailed study of the behavior of insulators in the electric field of overhead lines under external atmospheric influences made it possible to select a number of additives that improved weather resistance, resistance to pollution and the effects of electrical discharges. As a result, a whole class of lightweight, durable insulators for various levels of acting voltage has now been created.
For comparison, the weight of suspension insulators for 1150 kV overhead lines is comparable to the weight of wires in the span between supports and amounts to several tons. This forces the installation of additional parallel garlands of insulators, which increases the load on the support. It is required to use more durable, and therefore more massive supports. This increases the material consumption, the large weight of the supports significantly increases installation costs. For reference, the cost of installation is up to 70% of the cost of building a power line. The example shows how one structural element affects the structure as a whole. The use of silicone rubber can dramatically reduce the cost and speed up construction. The basis for this progress is the development and use of new electrical materials for insulators. Lightweight insulators make it possible to lighten the supports, thereby reducing the wind load, making the manufacture, delivery and installation of overhead lines cheaper.
For example, the creation of heat-resistant organosilicon dielectrics allowed to increase the operating temperatures of electric machines and thereby significantly increase the power of the machine without increasing its dimensions and weight.
The emergence of new structural materials and the development of technologies for their production are an objective necessity of the technical and social development of society. This can be seen from a short list of the main directions of using new promising materials:
o for information technology (optical and magnetic storage systems, electronic devices, displays);
o for vehicles (automotive, aerospace engineering, railway and water transport);
o for heat and power industry (power plants, energy storage and distribution systems, fuel storage and transportation systems, energy renewal systems);
o for the machine tool industry;
o for medical equipment (surgical instrument, dentures, implants);
o building materials.
The increase in consumer requirements for the properties of structural materials can be reduced to the following indicators:
o increase in specific mechanical properties (strength, elasticity, etc., per unit mass or specific gravity), which should ensure a reduction in the mass of products and the cost of their operation;
o increase the resistance of the material to the influence of the working environment (temperature, aggressiveness of the medium, radiation and beam radiation, etc.);
o increase the durability (service life) of the material and its reliability in operation.
One of the leading high-tech consumers of new metallic materials is the aerospace complex. In this complex, new materials should ensure increased flight safety, reduced operating costs, including reduced fuel consumption and environmental pollution during the operation of aircraft.
The problem of increasing the resource and environmental cleanliness of engines is particularly acute. At present, the average engine life in Russia is about 14,000 hours compared to 29,000 hours of Rolls-Royce engines and 30,000 hours for CFM-56 engines. CFM-56 engines are equipped with more than 70% of the world's fleet with more than 100 seats.
Responsible tasks are facing global energy. In the next 20 years, global electricity production should double, provided that its production is more economical and the environmental impact is reduced, which requires the use of new metallic and non-metallic materials. In the distribution (transmission) and storage of energy (storage) systems, superconductors operating at temperatures above 20 K and temperatures equal to 77 K in strong and weak magnetic fields play a large role. These superconductors are also promising for transport on magnetic cushions.
In the automotive industry, the main direction of development is the creation of light, safe, comfortable and environmentally friendly models in operation. In the USA, the average mass of a passenger car in 1975 was 1800 kg, in 1990 - 1350 kg. A special PNGV program is planned to bring this value to 750 kg, creating models with a fuel consumption of 3.5 liters per 100 km. Similar programs are being developed in Europe. To achieve these goals, light metals (Al, Mg, Be) and their alloys, metal and nonmetallic composites, metal foams, ceramics, intermetallic compounds should be widely used.
In railway and water transport, the main development goals are to increase efficiency and environmental safety while reducing the mass of vehicles and increasing their power supply.
New materials are constantly required in the field of information technology, for example, for compact discs and video discs for recording using blue and green lasers, which significantly increases the capacity of the discs. The production of magnetic storage devices is developing intensively (annual growth of more than 50%) and miniaturization continues.
To achieve the above goals, new types of metallic and non-metallic materials are being developed.
Particular attention is paid to light non-ferrous metals and alloys based on them; materials having a finely divided and ultrafine-dispersed structure, monocrystalline, amorphous and powder materials.
Such structures provide strength characteristics sometimes an order of magnitude higher than traditional strength values \u200b\u200band give materials special technological, physical and operational properties.
Materials with such structures serve as the basis for the creation of various kinds of composite materials, parts obtained by powder metallurgy methods and other parts with special properties.
Most often, products from these metallic and nonmetallic materials are made by pressure treatment methods (pressing, stamping, extrusion, etc.). Therefore, the study by students of the specialty "Metal forming" of new metallic and non-metallic materials, their properties and the possibility of application in various sectors of the economy is advisable.
1.2 CLASSIFICATION OF STRUCTURAL MATERIALS
Based on the nature of structural and instrumental materials, they can be divided into the following main groups:
1. Metallic materials, which include:
o alloys based on iron - pure iron, steel, cast iron (discussed in detail earlier in the course "Metal Science");
o steels and alloys with special physical properties - magnetic and non-magnetic steels and alloys, amorphous alloys, alloys with high electrical resistance, alloys with shape memory effect, etc.);
o non-ferrous metals and alloys - aluminum and alloys based on it (deformable and foundry; hardened and not hardened by heat treatment), copper and alloys based on it (brass, bronze), titanium and alloys based on it, bearing alloys, etc.
o composite materials with a metal matrix;
2. Non-metallic materials:
o polymer organic materials - plastics (thermosetting and thermoplastic), rubber;
o composite materials with a nonmetallic matrix (fiberglass, carbon fiber, orgplastic, etc.);
o inorganic materials (glass, glass, ceramics);
3. Materials with special properties - electronic materials, materials with special optical properties (fiber optics, phosphors), conductive materials.
Pure iron is a good conductive material. Hence its use in radio and instrument engineering. Pure iron is a soft magnetic material (it is easily magnetized and demagnetized). Getting pure iron is hard enough. The degree of purity distinguish technically pure iron - 0.006 - 0.025% C and chemically pure iron - 0 - 0.006% C.
Steel, in turn, can be divided into the following groups:
· Structural steels (carbon, alloyed, construction, reinforcing, machine-building cemented and improved, spring-spring, ball-bearing, etc.);
· Tool steels (steels for cutting tools, for measuring tools, steels for cold deformation dies, steels for hot deformation dies, hard alloys, etc.).
Tool steels differ from structural steels in higher carbon content. Accordingly, they have higher hardness, strength and lower ductility.
Cast iron can be divided into white, gray, malleable and high strength. They differ from each other in structure and properties.
White cast irons are brittle and hard. As a structural material, applications are not found. Gray cast iron works well in compression and therefore is used for the manufacture of beds of various machine tools and other equipment. Malleable cast iron has high strength and at the same time good ductility. Malleable cast irons are used for parts operating under high dynamic, static and vibration loads. High-strength cast irons have high strength and hardness, good casting properties. They are used for the manufacture of crankshafts, cylinder covers, hammer shabot, traverse presses, rolling rolls, pump housings.
In addition, it is possible to classify structural materials by properties that determine the choice of material for specific structural parts. Each group of materials is evaluated by the relevant criteria, ensuring operability in operation. Universal materials are considered in several groups, if the possibility of their application is determined by various criteria.
In accordance with the selected classification principle, all structural materials are divided into the following groups:
o materials providing rigidity, static and cyclic strength (steel);
o materials with special technological properties;
o wear-resistant materials;
o materials with high elastic properties;
o materials with low density;
o materials with high specific strength;
o materials resistant to the effects of temperature and the working environment;
ANSWERS
Materials Science. Classification of metals. Atomic-crystalline structure of metals. Types of gratings and their characteristics.
2.1. Material science is a scientific discipline about the structure, properties and purpose of materials. The properties of technical materials are formed in the process of their manufacture. With the same chemical composition, but different manufacturing techniques, a different structure is formed, and, as a result, properties.
The purpose of materials science is to study the laws of formation of the structure and properties of materials by methods of their hardening for effective use in technology.
The main task of materials science is to establish the relationship between composition, structure and properties, to study the thermal, chemical-thermal treatment and other methods of hardening, to form knowledge about the properties of the main types of materials.
2.2. All metals are conventionally divided into black and non-ferrous. Ferrous metals usually have a dark gray color, high density (except alkaline), high melting point, relatively high hardness. Some of them (iron, titanium, cobalt, manganese, zirconium, uranium, etc.) possess polymorphism (allotropy). The most typical ferrous metal is iron.
Non-ferrous metals are red, yellow, white. They have great ductility, low hardness, low melting point. Tin is known to have polymorphism. A typical representative is copper.
Ferrous metals include:
- iron metals - iron, cobalt, nickel, manganese;
- refractory metals; have a melting point higher than that of iron, i.e. more than 15390С
Titanium, vanadium, chromium, zirconium, niobium, molybdenum, tungsten, technetium, hafnium, rhenium;
- uranium metals (actinides) - thorium, sea anemone, uranium, neptunium, plutonium, etc. (from 89 to 103 elements);
- rare earth metals (with 57 -71 elements), lanthanum, cerium, niodimum, etc.
- alkaline earth metals
Lithium, sodium, calcium, potassium, rubidium, strontium, cesium, barium, France, rhodium, scandium.
Non-ferrous metals include:
- lungs - beryllium, magnesium, aluminum;
- noble metals
Ruthenium, radium, palladium, osmium, iridium, platinum, gold, silver and semi-precious copper;
- fusible metals - zinc, cadmium, mercury, gallium, indium, waist, germanium, tin, lead, arsenic, antimony, bismuth.
Metals and alloys include substances obtained by powder metallurgy.
Classification of non-metallic materials:
- organic and inorganic polymers;
- plastics;
- composite materials;
- rubbers and rubber;
- adhesive materials and sealants;
- paintwork;
- graphite;
- glass;
- ceramics.
The state diagram of the system with the complete insolubility of the components in the solid state (with eutectic).
Figure 1 - State diagram of eutectic alloys
In these alloys, the components in the solid state are insoluble in each other and do not chemically interact.
Single phase areas of the diagram:
1) liquid L - above the line of liquidus DCE;
2) phase A - line 0FD;
3) phase B - line 100-G-E.
The characteristic point of the diagram is the triple point C, it corresponds to a eutectic alloy containing C "% B. The eutectic in these alloys consists of crystals A and B, its region in the diagram is the SS line." FCG line - eutectic transformation line: L eut -\u003e eut (A + B). The same line is solidus. The crystallization of the alloys of this system begins on the DCE line with the release of solid crystals of the component that is redundant with respect to the eutectic composition, and ends on the FCG line by the eutectic transformation.
Structural components of alloys (and their areas in the diagram):
1) crystals A - line 0FD;
2) crystals B - line 100-G-E;
3) eutectic crystals (eut (A + B)) - SS line. "
The process of graphitization during annealing of white cast iron.
Rockwell Method (GOST 9013)
It is based on pressing into the surface of the tip under a certain load (Fig. 7.1 b)
Indenter for soft materials (up to HB 230) - a steel ball with a diameter of 1/16 ”(Ø1.6 mm), for harder materials - a diamond cone.
Loading is carried out in two stages. First, a preload (10 kf) is applied to tightly touch the tip with the sample. Then the main load P 1 is applied, for some time the general work load P is applied. After removing the main load, the hardness value is determined by the depth of the residual indentation of the tip h under load.
Three hardness scales A, B, C are used depending on the nature of the material.
Hardness is determined by the size of the imprint (Fig. 7.1 c).
A diamond tetrahedral pyramid is used as an indenter. With an angle at the apex of 136º.
Hardness is calculated as the ratio of the applied load P to the surface area of \u200b\u200bthe print F:
The load P is 5 ... 100 kgf. Fingerprint diagonal dmeasured using a microscope mounted on the device.
The advantage of this method is that it is possible to measure the hardness of any materials, thin products, surface layers. High accuracy and sensitivity of the method.
Microhardness Method used to determine the hardness of the individual structural components and phases of the alloy, very thin surface layers (hundredths of a millimeter).
Similar to Vickers method. The indenter is a pyramid of smaller sizes, the indentation loads P are 5 ... 500 gs
Scratch method.
With a diamond cone, pyramid or ball, a scratch is applied, which is a measure. When scratching other materials and comparing them with a measure, they judge the hardness of the material.
A 10 mm wide scratch can be applied under a certain load. Observe the magnitude of the load that gives this width.
Dynamic method (Shore)
The ball is thrown to the surface from a given height, it bounces a certain amount. The larger the rebound, the harder the material.
As a result of dynamic tests for impact bending of special notched specimens (GOST 9454), the viscosity of the materials is evaluated and their tendency to transition from a viscous to a brittle state is established.
Technological properties
Technological properties characterize the ability of the material to undergo various methods of cold and hot processing.
1. Foundry properties.
Characterize the ability of the material to obtain high-quality castings from it.
Fluid flow - the ability of molten metal to fill the mold.
Shrinkage (linear and volumetric) - characterizes the ability of the material to change its linear dimensions and volume during solidification and cooling. To prevent linear shrinkage when creating models using non-standard meters taking into account the shrinkage of a certain metal ...
Segregation - heterogeneity of the chemical composition by volume.
2. The ability of the material to pressure treatment.
This is the ability of a material to change its size and shape under the influence of external loads without collapsing.
It is controlled as a result of technological tests conducted under conditions as close as possible to production.
The sheet material is tested for bending and drawing a spherical hole. The wire is tested for bending, twisting, winding. Pipes are tested for distribution, flattening to a certain height and bending.
The criterion for the suitability of the material is the absence of defects after testing.
3. Weldability.
This is the ability of the material to form permanent compounds of the required quality. Evaluated by the quality of the weld.
4. The ability to process by cutting.
It characterizes the ability of the material to be machined by various cutting tools. Evaluated by the durability of the tool and the quality of the surface layer.
Operational properties
Operational properties characterize the ability of the material to work in specific conditions.
Wear resistance - the ability of the material to resist surface destruction under the action of external friction.
Corrosion resistance - the ability of the material to resist the action of aggressive acidic, alkaline environments.
Heat resistance - this is the ability of a material to resist oxidation in a gaseous environment at high temperature.
Heat resistance - this is the ability of a material to maintain its properties at high temperatures.
Cold resistance - the ability of the material to maintain plastic properties at low temperatures.
Anti-friction - the ability of the material to break in to another material.
These properties are determined by special tests depending on the working conditions of the products.
When choosing a material to create a structure, it is necessary to fully take into account the mechanical, technological and operational properties.
The formation of austenite and its grain growth upon heating. Overheating and burnout.
The formation of austenite when heated
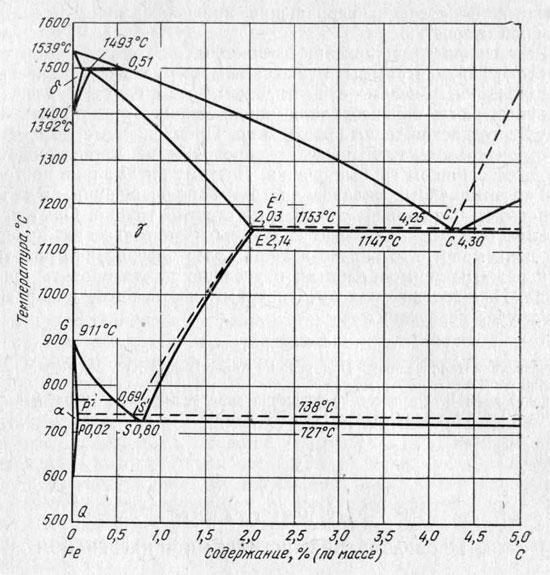
State diagram Fe - C
The transition of perlite to austenite, its kinetics obey the basic laws of phase transformations that occur during heating.
It was experimentally established that austenite nuclei arise at the boundaries of ferrite with cementite. The initial stages of formation of austenite nuclei have not been experimentally studied, and there are only assumptions about them. The conversion of α o.c.c. → γ g.c.c. in pure iron is only possible at temperatures not lower than 911 ° C. If ferrite is in contact with cementite, then, in accordance with the state diagram, the α - γ transformation should occur at temperatures starting from 727 ° С. Austenite at a temperature slightly above point A 1 contains about 0.8% C, while ferrite in steel contains hundredths of a percent carbon.
How, then, does the phase phase arise with the city center. K. lattice and relatively high carbon content?
Most hypotheses of the origin of austenite come from fluctuation representations, and two extreme cases are formally considered. First, one can imagine that the basis for the nucleation of austenite are concentration fluctuations. Inside ferrite, the probability of the formation of a significant number of fluctuation regions of critical size is negligible, since there are very few carbon atoms. At the boundary of ferrite with cementite between the phases, there is a continuous exchange of atoms (dynamic equilibrium) and in the boundary layer (ferrite is much more likely to fluctuate in the occurrence of sections of a critical size with a concentration of about 0.8% C.
Such sites, at any smallest overheating above point A 1, undergo polymorphic α - γ transformation of the solid solution and become stable centers of growth of austenitic grains. Below point A 1, similar sites in ferrite can also arise, but they do not turn into stable centers of austenite growth, since the γ-lattice is thermodynamically unstable here.
Another assumption is that when austenite nucleates, it is not concentration fluctuations that are primary, but the fluctuation rearrangement of the lattice. Inside ferrite, regions with a γ-lattice of fluctuational origin appear and disappear, and carbon from carbide enters these regions at temperatures above A 1 at temperatures above A 1 and, if they are of critical size, they become stable centers of growth of austenite.
22.2.
If you heat the metal to the upper critical point and continue to raise the temperature, then, examining the metal under a microscope, you can detect the growth of its grains.
The higher the temperature, the more vigorously the grain grows and the larger they are, the longer the process of heating to a given temperature. A metal having highly coarse grains is called superheated metal.
In the forging process, strongly overheated metal gives flaws and cracks, especially in the corners of an ingot or billet, and in a fracture has a greatly enlarged structure, which can be relatively easily observed with a simple eye. Overheating depends on two factors: temperature and heating time.
From the practice of forging furnaces it is known that if an ingot or billet is kept in a furnace at a high temperature (for example, in the welding part of a method furnace) more than usual, then when forging such an ingot or billet, flaws result from overheating. On the contrary, an ingot located in the furnace at the same temperature, but for a shorter time, is forged quite normally.
Thus, overheating of the metal is possible at any temperature exceeding the critical point, but the amount of overheating at this temperature depends on the exposure time.
Overheated metal can be corrected by subsequent annealing, i.e., by slow heating to a temperature 10-30 above the point, and subsequent slow cooling.
If the heated metal is left in the furnace for a long time at a high temperature, then it will burn out. The burning occurs because the oxygen in the furnace gases penetrates deep into the metal from the surface, the grain boundaries of the metal are oxidized, and the substance formed between the large grains melts. As a result, liquid films form between the grains of the metal, the bond between the grains is broken, and the metal becomes fragile, large cracks appear on the workpiece, and it breaks up into pieces. Further heating leads to the melting or destruction of individual sections of the workpiece. The burning depends mainly on the heating temperature, the composition of the furnace gases and the heating time of the metal at high temperatures.
The burnt metal cannot be fixed, the billet is usually rejected, and the preserved metal can only be used by smelting in an open-hearth furnace.
To prevent burnout of the metal, it is necessary to observe the following basic conditions when heating:
1. Burn fuel with the lowest coefficient of excess air so that there is no free oxygen in the furnace gases.
2. Do not load blanks under the furnace in bulk, but arrange them so that they are washed with furnace gases, if possible, and torch burners or nozzles would not (lick) the surface of the heated blanks.
3. You can load so much metal into the furnace that the forging unit can forge it in the time it takes to heat the workpiece to the forging temperature. It is better to load the furnace by the piece method, that is, one or two heated billets are discharged from the furnace, and cold billets are fed into their place, etc. In case of piece loading, the length of time the metal stays at high temperatures will be what it takes to heat it. And this will make it possible to avoid overheating and burnout of the metal.
Self tempering.
Heated products are placed in a cooling medium and kept until incomplete cooling. After removing the product, its surface layers are reheated due to internal heat to the required temperature, that is, self-tempering is carried out (see. Steel tempering). It is used for products that must combine high hardness on the surface and high viscosity in the core (impact tools: hammers, chisels).
The process technology is as follows: Loading parts into a steel box with an airtight sand shutter. The parts are laid in such a way that they are covered with a carburetor on all sides, not in contact with each other and the walls of the box. Further, the box is hermetically sealed with a sand shutter or covered with refractory clay and loaded into the furnace.
Standard mode: 900-950 degrees, 1 hour exposure (after warming up the box) per 0.1 mm of the thickness of the cemented layer. to obtain 1 mm layer - exposure for 10 hours.
In the "accelerated" mode, cementation is performed at 980 degrees. Exposure is halved and it takes 5 hours to get a 1 mm layer. But at the same time, a cementite mesh is formed, which will have to be removed by multiple normalization of the metal
This process is carried out in an atmosphere of gases containing carbon. Gas cementation has several advantages compared to cementation in a solid carburetor, therefore it is widely used in factories manufacturing parts in bulk.
In the case of gas cementation, you can get a given concentration of carbon in the layer; the duration of the process is reduced, since there is no need to warm up boxes filled with a low-heat carburetor; the possibility of complete mechanization and automation of processes is ensured and the subsequent thermal treatment of parts is greatly simplified, since hardening can be carried out directly from the cementation furnace.
High speed steels
High-speed steels are widely used for the manufacture of cutting tools operating under conditions of significant force loading and heating (up to 600-640 ° C) of cutting edges. This group of steels includes high-alloyed tungsten together with other carbide-forming elements (molybdenum, chromium, vanadium), which acquire high hardness, strength, heat and wear resistance as a result of double hardening: a) martensitic during hardening; b) dispersion hardening at a relatively high tempering (500-620 ° C), which causes the release of hardening phases.
High-speed steels are marked with the letter "P" (rapid - fast) and a number showing the average content of W, as well as subsequent letters and numbers indicating other alloying elements and their quantity, as in the standard marking of alloyed steels. Carbon and chromium do not indicate high-speed steels (their mass fraction is 1% and 4%, respectively), as well as molybdenum up to 1% inclusive and vanadium in steels P18, P9, P9K5, P6M5, etc.
The chemical composition of high-speed steels is given in table. 6.7.
According to the main properties, high-speed steels are divided into five subgroups: 1) steel of moderate heat resistance (type P9, P6M5); 2) increased wear resistance (type R12F3, R6M5F3); 3) increased heat resistance (type P6M5K5, P9K5); 4) high wear and heat resistance (type R18K5F2); 5) high hardness and heat resistance with improved grindability (type P9M4K8, V11M7K23).
However, these steels have many common characteristics. Therefore, to simplify the consideration of structural features, properties and heat treatment modes, they can be divided into three groups according to processing performance:
· Steel of normal performance (steel of moderate heat resistance);
· Steel of increased productivity (steel of increased heat and wear resistance);
· High-performance steels (steels of high heat and wear resistance).
· The structure of steels with carbide hardening (steel type "P") is approximately the same for all groups. After the final heat treatment (quenching + tempering), their structure consists of martensite with the release of dispersed particles of alloyed carbides mainly of the type M 6 C and MS. Such a structure provides heat resistance of the tool up to 600–640 ° С.
· The highest heat resistance (up to 700–720 ° С) are observed in highly alloyed Fe-Co-W-Mo alloys with intermetallic hardening (grades V4M12K23 and V11M7K23). After final heat treatment, the structure of these alloys consists of carbon-free (or low-carbon) martensite with low hardness (30–40 HRC E) and finely divided intermetallic compounds (Fe, Co) 7 (W, Mo) 6, Fe 3 W 2 (Fe 3 Mo 2) , (Fe, Co, Ni) 7 (W, Mo) 6.
· High hardness (HRC E 68–70) and heat resistance (720 ° C) are ensured by: a) higher temperatures (900–950 ° C) of the onset of phase transformations, which is 100 ° C higher than that of steel with carbide hardening; b) large quantities of hardening phases, characterized by high dispersion (up to 2-3 microns) and uniform distribution in the main matrix.
· High-speed steels belong to the ledeburite (carbide) class and their structure is approximately the same. Ingots of these steels contain carbide eutectic in the form of a grid along the boundaries of austenitic grains (Fig. 6.1, a), which sharply reduces the usual mechanical properties, especially ductility. In the process of hot pressure treatment (forging, rolling), the carbide eutectic is crushed and the crushed carbides are more evenly distributed in the main matrix (Fig. 6.1, b).
· After rolling or forging, high speed steels are subjected to isothermal annealing to reduce hardness and facilitate machining. Steel is maintained at 800–850 ° С until austenite is completely converted into a pearlite-sorbitol structure with excess carbides
Heat treatment.High hardness and heat resistance with satisfactory strength and toughness tools from high-speed steels acquire after hardening and repeated tempering.
Quenching . When heating under quenching, it is necessary to ensure maximum dissolution in austenite of insoluble carbides of tungsten, molybdenum and vanadium. Such a structure increases hardenability and makes it possible to obtain highly alloyed martensite with high heat resistance after quenching. Therefore, the quenching temperature is very high and amounts to 1200–1300 ° С
To prevent cracking and deformation of the tool due to the low thermal conductivity of the steels, quenching is carried out with one or two heatings in molten salts: the first at 400–500 ° С, the second at 800–850 ° С. The final heating is also carried out in a salt bath (BaCl 2) with a very low shutter speed at T c: 10–12 s per 1 mm of tool thickness made of “P” steels and 30–60 s for steel of type B11M7K23. This avoids the growth of austenitic grain (no larger than No. 10), oxidation and decarburization.
Tools of a simple form are quenched in oil, and complex ones in solutions of salts (KNO 3) at 250–400 ° С.
After quenching, the structure of high-speed steel (Fig. 6.1, c) consists of highly alloyed martensite containing 0.3–0.4% C, not dissolved during heating of excess carbides, and about 20–30% of residual austenite. The latter reduces the hardness, cutting properties of the tool, degrades sandability, and its presence is undesirable.
Vacation With multiple tempering, dispersed carbides precipitate from residual austenite, austenite doping decreases, and it undergoes a martensitic transformation. Usually, triple tempering is used at 550–570 ° С for 45–60 min. The heat treatment mode of the tool made of high-speed steel P18 is shown in Fig. 6.2. The number of leaves can be reduced by cold treatment after quenching, which reduces the content of residual austenite. Cold processing tools are subjected to a relatively simple form. Hardness after hardening HRC E 62–63, and after tempering it increases to HRC E 63–65.
Surface treatment. To further increase the hardness, wear resistance and corrosion resistance of the surface layer of cutting tools, technological operations such as cyanidation, nitriding, sulfidation, steam treatment and other surface hardening technologies are used. They are performed after the final heat treatment, grinding and sharpening of tools.
ianization is carried out at 550–570 ° С for 5–30 min in liquid media and 1.5–3.0 h in a gas atmosphere. For liquid cyanidation, baths with molten NaCN (90 or 50%), Na 2 CO 3, NaOH (KOH) are used. Gas cyanidation is carried out in a mixture of ammonia and carburizing gas.
Nitriding of the instruments is carried out at 550–660 ° С for a duration of 10–40 min in an ammonia atmosphere. Gas nitriding is also carried out in a mixture of 20% ammonia and 80% nitrogen; the latter is preferable, since in this case less fragility of the layer is ensured.
Sulphidation is carried out at 450–560 ° С, lasting from 45 minutes to 3.0 hours in liquid melts, for example, 17% NaCl, 25% BaCl 2, 38% CaCl 2, 3-4% K 4 Fe (CN) 6, which add sulfur-containing compounds FeS, Na 2 SO 4, KCNS.
When steaming, the tools are placed in a sealed oven and kept at 300–350 ° С under a pressure of 1-3 MPa for 20–30 min to remove air. Then, the temperature rises to 550–570 ° С, holding is carried out for 30–60 min, cooling in the atmosphere of steam to 300–350 ° С, after which the steam supply stops. Cooling ends in an oven or in air, then the instrument is immediately rinsed in hot spindle oil.
Application. A competent choice of the steel grade for a particular tool, depending on the conditions of its operation and the material being processed, makes it possible to maximize the use of the properties properties of the selected steel and, as a result, rationally consume alloying materials, as well as determine the need for certain coatings, surfacing and other surface hardening methods. In the table. 6.9. recommended areas of application of the most common brands of high-speed steels are presented depending on the types of processed materials and types of processing. This approach to the selection of tool steels for any purpose helps to increase both productivity and production efficiency.
ANSWERS
The role of materials in modern technology. On the history of the development of materials science as a science
Material science can be attributed to those branches of physics and chemistry that study the properties of materials. In addition, this science uses a number of methods to study the structure of materials. In the manufacture of high-tech products in industry, especially when working with micro- and nanoscale objects, it is necessary to know in detail the characteristics, properties and structure of materials. To solve these problems and called science - materials science.
The beginning of the development of materials science can be considered the moment when a person first began to choose what to take in his hand - a stick or a stone, that is, the birth of materials science coincides with the beginning of the Stone Age.
Therefore, material science is one of the oldest forms of applied science, which, together with humanity, has come a long way from primitive stone processing and the manufacture of simple ceramics to modern superpopular nanotechnologies. For a long time, metallurgy and metal science prevailed in materials science, that is, the science of materials was equated in fact with the science of metals.
Modern materials science is also based on metal science, however, in addition to metals and alloys, material science studies many other diverse materials, both by purpose (plastics, semiconductors, biomaterials) and composition (carbon materials, ceramics, polymers, etc.)